Металлургический мини-завод или просто мини-завод — это формат предприятия черной металлургии, который радикально отличается от классической схемы интегрированных заводов или, как мы привыкли их называть, комбинатов. Эта новая схема дает металлургам относительную свободу действий и позволяет эффективно конкурировать с гигантами, выходя на тот же или более низкий уровень себестоимости продукции. Именно поэтому в мире работает уже более тысячи металлургических мини-заводов, которые производят до 15-20% всего объема стали.

Интегрированные заводы — пионеры современной металлургии
Чтобы разобраться, что же такое мини-завод в металлургии, взглянем на классический комбинат. Исторически первые предприятия в истории современной металлургии представляли собой заводы полного цикла, которые использовали в качестве исходного сырья железную руду и производили готовый прокат. Схему такого интегрированного завода можем посмотреть на картинке ниже.
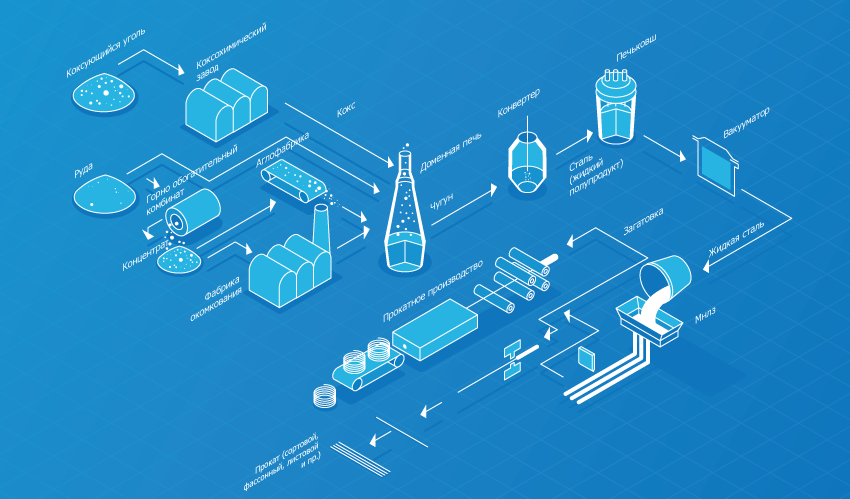
Схема производства стали на современном интегрированном заводе
Основной производственный цикл классического металлургического комбината включает следующие этапы:
- Добыча руды в карьерах и ее обогащение на горно-обогатительном комбинате с получением железорудного концентрата (обычно это отдельные предприятия, которые, тем не менее, часто входят в структуру вертикально интегрированной металлургической компании. Например, по такой схеме работают НЛМК, «Северсталь», ОЭМК);
- Переработка концентрата на аглофабрике (на таких производствах получают крупнокусковой спеченный рудный материал — агломерат) или фабрике окомкования (конечная продукция — окатыши);
- Добыча коксующегося угля на шахтах и последующая его переработка на отдельных коксохимических заводах или в коксохимических цехах металлургических комбинатов;
- Выпуск жидкого чугуна из агломерата и окатышей в доменном цехе (в качестве основного топлива доменной плавки используется кокс);
- Выплавка, обработка и разливка стали в сталеплавильном цехе (в большинстве случаев для выплавки задействуются конвертеры, но существуют схемы с электросталеплавильными печами. Например, в России таким примером является ОЭМК, где нет доменного цеха — вместо него цех металлизации, а вместо конвертерного производства работают дуговые сталеплавильные печи);
- Прокатка заготовки на прокатных станах с получением сортового, фасонного и плоского проката и продукции более высокого передела.
Сейчас такая схема остается основной, поскольку обеспечивает огромные объемы производства, способные удовлетворить потребность экономики в стали. В России все интегрированные заводы построены еще в советское время (НЛМК, ЧерМК, ЧМК, ЗСМК, ММК, ОЭМК и пр.). С тех пор их оборудование несколько раз модернизировалось, но новые предприятия такого масштаба не строились.
Концепция современного мини-завода
В отличие от интегрированных заводов, металлургические мини-заводы исторически оформились гораздо позже. Их начали строить в 60-е годы прошлого века в Европе. В СССР проекты первых предприятий такого типа появились только в 80-х годах, а реально металлургические мини-заводы на территории России заработали уже в 90-х: «Камасталь» (сейчас предприятие признано банкротом) и «Амурметалл» (также находится в тяжелом экономическом положении). В 2000-х годах в стране стали активно появляться новые металлургические мини-заводы и в настоящее время такая схема производства стали уже не является диковинкой.
Для наглядного сравнения разницы в работе интегрированных металлургических заводов (деменная технология, бездоменная технология, прямовостановленное) и мини-завода - обратите внимание картинку ниже.
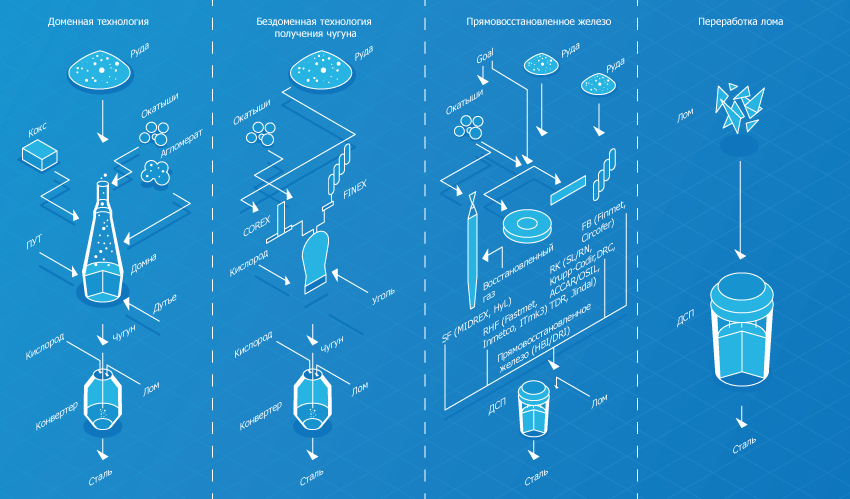
Различия между схемами интегрированных и мини-заводов
(первые три технологических построения — интегрированные заводы; четвертая технологическая цепочка - мини-завод)
В чем же отличия такого предприятия от классического комбината? Упрощенно говоря, металлургический мини-завод — это предприятие, не зависящее от доменных печей. Если мы посмотрим на сравнительную схему производств стали, то увидим, что путь от сырья до конечной продукции на металлургическом мини-заводе гораздо короче. Вместо сложного процесса подготовки руды и кокса компактные предприятия просто используют металлический лом, переплавляют его в дуговой сталеплавильной печи (ДСП) и разливают с получением непрерывнолитой заготовки. На многих мини-заводах имеется и свое прокатное производство, где эту заготовку перекатывают в готовый прокат. То есть, от схемы комбината остается только два последних пункта:
пункт 5. Выплавка, обработка и разливка стали в электросталеплавильном цехе (в большинстве случаев для выплавки используются ДСП, но, например, на российском предприятии «Тула-Сталь» роль сталеплавильного агрегата выполняет конвертер);
пункт 6. Прокатка заготовки на прокатных станах с получением сортового, фасонного или плоского проката и продукции более высокого передела.
Благодаря такому подходу на металлургических мини-заводах путь от исходного сырья до конечной продукции занимает несколько часов, тогда как на интегрированных заводах — до 10 суток.
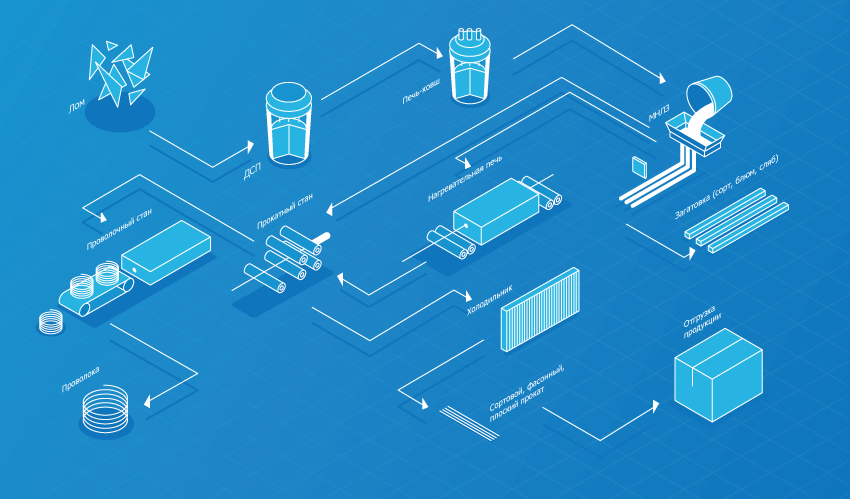
Схема производства стали на металлургическом мини-заводе
В общем виде на мини-заводе работают один или два основных металлургический передела (электросталеплавильный и прокатный), которые представлены следующими агрегатами:
- дуговая сталеплавильная печь используется для расплавления металлического лома и получения жидкого углеродистого полупродукта. Это еще не готовая сталь, а лишь «бульон», на котором сварят наш «суп». Время плавки в ДСП составляет от 45 до 60 мин;
- установка «ковш-печь» применяется для доводки полупродукта до конечного химического состава с получением марки стали «как в заказе»;
- вакууматор позволяет дополнительно удалить некоторые вредные примеси (азот, водород и пр.) и необходим при производстве качественных сталей с высокими требованиями по химическому составу (используется не на всех заводах и не все 100% стали обрабатываются на этом агрегате);
- МНЛЗ или машина непрерывного литья заготовок позволяет получить из расплава твердые бруски стали. На таких агрегатах разливают сортовую заготовку (квадрат, прямоугольник или круг с характерным поперечным размером 100-180 мм), блюм (квадрат и прямоугольник со стороной от 180 мм) и сляб (плоская плита для дальнейшего производства листа);
- комплекс прокатного стана с оборудованием для предварительного нагрева, прокатки, дополнительной обработки и порезки (либо смотки) металла. На таких технологических линиях из сортовой и блюмовой заготовки получают круг, квадрат, полосу, катанку, арматуру, шестигранник, рельс, швеллер, уголок, двутавр, а из слябов – лист. Также на предприятии могут устанавливаться мощности для получения продукции четвертого передела, например, волочения проволоки, изготовления метизов, гнутых профилей, листа с покрытиями и пр.;
- ЛПМ (литейно-прокатный модуль) — ультра-современный агрегат, который совмещает в себе возможности МНЛЗ и прокатного стана, поэтому может заменить обе этих линии.
Преимущества металлургического мини-завода в сравнении с комбинатом
В чем же преимущества такого технологического построения? Основные плюсы мини-заводов приведены ниже:
- гибкость производственной стратегии, работа на потребности мелкого и среднего потребителя, низкие сроки производства продукции (в 10-20 раз меньше, чем на комбинате);
- низкие энергозатраты на тонну стали и, соответственно, более низкая себестоимость продукции;
- отсутствие привязки к рудной и угольной сырьевой базе и, соответственно, большая свобода размещения предприятия (комбинаты размещаются, в основном в местах залегания руд или угля, а мини-завод можно строить в регионах потребления стали);
- меньшие площади под размещение цехов (в 10 и более раз ниже, чем для комбинатов. Например, площадь «Сортового завода Балаково» составляет 347 га, а легендарной «Магнитки» — 11835 га);
- пониженные транспортные расходы из-за близости к источникам сырья и потребителю;
- низкие сроки строительства и окупаемости проекта (в 5-7 раз ниже, чем для интегрированных заводов);
- низкие затраты на строительство (например, мини-завод «НЛМК-Калуга» обошелся Группе НЛМК в 1,16 млрд долларов — меньше, чем строительство одной доменной печи «Россиянка» за 1,4 млрд долларов);
- экологичность (из производства исключены наиболее грязные переделы: аглодоменный и коксохимический, а сама технология плавки в электропечах позволяет работать только на вторичном сырье).
Различия между двумя основными схемами производства можно проиллюстрировать фотографиями «Магнитогорского металлургического комбината» и «Абинского электрометаллургического завода». Масштабы предприятий совершенно различаются, но каждое из них находит свою нишу на рынке металлопродукции.

«Магнитогорский металлургический комбинат» (слева) и «Абинский электрометаллургический завод» (справа)
Особенности эксплуатации металлургического мини-заводов в России
Обычно мини-заводы производят до 2 млн тонн стали и размещаются максимально близко к рынкам сбыта и ломозаготовки. Несколько таких предприятий работают на рынок московского региона, обеспечивая востребованным сортовым и фасонным прокатом столичные строительные компании.
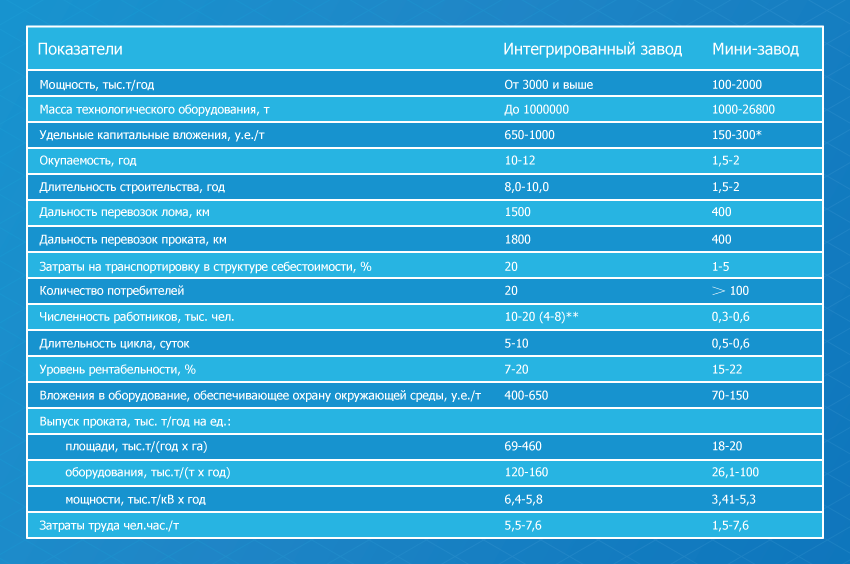
Сравнение показателей для интегрированных и мини-заводов
За счет небольшой емкости дуговых печей предприятие может оперативно выполнять практически любые мелкооптовые заказы, гибко перенастраивая свое оборудование с типоразмера на типоразмер. При необходимости, например, в случае кризиса в металлургии, мини-завод может прекратить работу и встать на консервацию, тогда как комбинат вынужден работать даже себе в убыток, ведь доменные печи просто так не остановишь — эти агрегаты непрерывного действия безостановочно эксплуатируются в течение 15 лет.
Кроме того, современные мини-заводы могут работать не только на металлическом ломе, но и на первородном сырье (горячебрикетированное или прямовосстановленное железо, небольшая доля чушкового чугуна). Таким образом хоть и повышается себестоимость проката, но решается вопрос с дефицитом металлического лома, который наметился на российском и мировом рынке. Пожалуй, электропечь — это наиболее вариативный металлургический агрегат. К примеру, современные производители металлургического оборудования предлагают варианты ДСП, подходящие для работы на жидком чугуне из доменных печей или адаптированные под особые варианты шихты.
Изначально мини-заводы создавались, как предприятия для выпуска дешевого рядового металла для строительства. В ассортимент продукции такого производителя обычно входит сортовой металл, арматурный прокат и наиболее востребованные типоразмеры уголка и швеллера. Однако со временем появилась и другая специализация такого предприятия: производство листа или высококачественного сортового (блюмового) проката для спецпотребителей.
Примером такого мини-завода может служить «Литейно-прокатный комплекс» в г. Выкса (Нижегородская область), который снабжает листом собственные трубоэлектросварочные мощности на Выксунском металлургическом заводе. Изначально проект был реализован, как самостоятельная площадка, но сейчас он организационно включен в состав ВМЗ. Другим заводом со специализацией на качественных марках стали является «Тула-Сталь». На предприятии установлен вакууматор, что дает возможность работать не только по рядовому сортаменту, но и выпускать продукцию для машиностроительных компаний.
Работа на спецпотребителей обусловила специализацию ряда предприятий, которые нельзя назвать классическими мини-заводами, но они вполне вписываются в описанную выше схему минимизации издержек. К таким заводам относятся:
- Волжский трубный завод
- Первоуральский новотрубный завод;
- Северский трубный завод;
- Таганрогский металлургический завод;
- ОМК-Сталь (Литейно-прокатный комплекс в Выксе);
- ОМЗ-Спецсталь;
- Русполимет.
Под схему мини-завода пытаются перестраиваться «Златоустовский электрометаллургический завод» и ряд других предприятий. Они были построены во времена СССР и оснащались дуговыми сталеплавильными печами классической конструкции, плавка в которых длилась 2,5 часа. Основная задача таких предприятий состояла в выплавке нержавеющих и других марок стали ответственного назначения, которые невозможно получить в конвертере. Часто в составе электросталеплавильного производства строились и агрегаты спецэлектрометаллургии (печи вакуумно-дугового, плазменного-дугового, электрошлакового переплава), предназначенные для выплавки небольших объемов спецсплавов. Со временем на рынке появились современные высокоскоростные ДСП, из которых часть операций была вынесена в «печь-ковш» (длительность плавки сократилась до 45 минут), поэтому на сегодняшний момент классические конструкции считаются устаревшими. Однако предприятия того времени остались и работают в России, постепенно переходя на новые технологии.
Сейчас заводы такого типа стараются внедрять высокоскоростную выплавку стали, рассматривают возможность замены разливки в изложницы машинами непрерывного литья заготовок, развивают новые методы внепечной обработки стали. К этой группе предприятий относятся:
- Амурметалл;
- Электросталь;
- ВМК «Красный октябрь»;
- Златоустовский электрометаллургический завод;
- Ижсталь.
Основные металлургические мини-заводы в России
Представляем Вам список основных металлургических мини-заводов, работающих на территории РФ. Стоит отметить, что старейшие предприятия (НЛМК-Урал, Ашинский МЗ, Волга-ФЭСТ), в начале 200-тых догов проходили глубокую модернизацию производственных линий. И не смотря на свой возраст - находятся в хорошем технологическом состоянии.

Металлургические мини-заводы
Несмотря на сложности в работе нескольких из вышеперечисленных предприятий, в целом концепция мини-завода доказала свою жизнеспособность в российских реалиях. В настоящее время мини-заводы уже играют заметную роль в производстве стали, успешно обеспечивая прокатом базовые регионы. При этом их производительность (и, соответственно, инвестиции в проекты) может меняться в широких пределах в зависимости от сортамента и локального спроса на металл. Этот момент хорошо иллюстрирует нижеследующий график емкости сталеплавильных агрегатов на разных предприятиях.
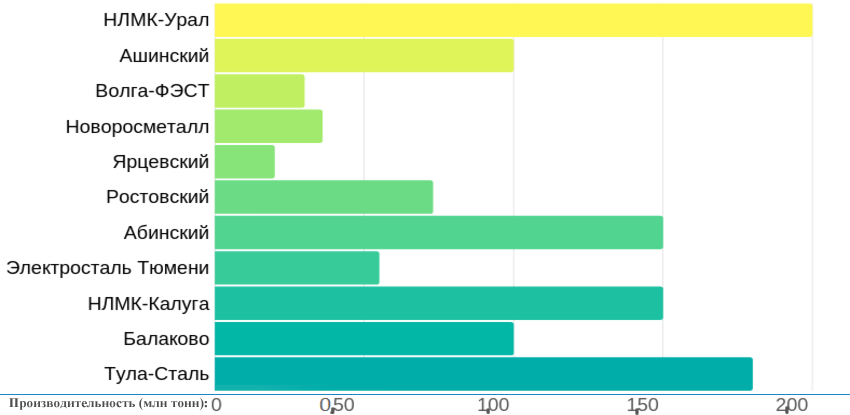
Металлургические мини-заводы по ёмкости ДСП