
Металлургия— отрасль с глубокими историческими корнями. За сотни и даже тысячи лет металлурги сформировали свой «словарь» терминов, которые очень точно отражают суть происходящих явлений. Значительная часть определений пришла в русский из немецкого и английского языков вместе с технологиями и до сих пор используется в том же или слегка измененном виде. В то же время, многие термины либо переведены дословно, либо имеют местное происхождение. Среди них есть достаточно интересные слова, которые вполне привычны нам на бытовом уровне, но в металлургии означают совершенно иное.
В этой статье мы подобрали несколько терминов сталеплавильного производства, которые, на наш взгляд, будут интересны читателю. Это официальные определения, которые можно встретить в словарях, ГОСТах, технологических инструкциях. Многие из них имеют необычное происхождение и очень точно описывают функционал приспособления или суть явления. Итак, начинаем наше путешествие от «ложки» до «раздевания».
Ложка

Ложка — инструмент, с которым все мы ежедневно сталкиваемся в быту. Человечество изобрело множество разновидностей этого предмета, но ложка сталевара, пожалуй, самая большая из них. С этим приспособлением очень хорошо знакомы жители «металлургических» городов, в которых есть памятники представителям этой профессии. Ложка ассоциируется с металлургом так же, как шестерня — с машиностроителем, серп — с работником сельского хозяйства, а полосатый жезл — с сотрудником дорожной инспекции.

Памятник металлургу в подмосковной Электростали
Итак, для чего же сталевару понадобилась гигантская ложка. Она, и вправду, поражает размерами, достигая нескольких метров в длину. Ложкой отбирают пробу металла для последующего анализа химического состава. Подручный сталевара берет инструмент, погружает его в расплавленную сталь (аналогичный инструмент используют при производстве чугуна, а также в цветной металлургии) и зачерпывает необходимое количество металла. Сталь выливают в небольшую форму, после чего быстро охлаждают и несут в экспресс-лабораторию сталеплавильного цеха, где определяют состав металла. По результатам анализа сталевар принимает решение о продолжении или завершении плавки.

Отбор пробы из мартеновской печи
Подобно хорошим хозяйкам, металлурги держат ложку в чистоте, ведь даже наличие небольших загрязнений может повлиять на данные химического анализа. Также инструмент берегут от влаги, а перед отбором пробы нагревают. Это необходимо не только для точности результата, но и для предотвращения выбросов. Всем нам известны случаи, когда в сковороде шипит и брызжет масло, попавшее на воду. Аналогичные процессы, только еще более бурные, развиваются при попадании стали на влажную поверхность: вода при высоких температурах испаряется, значительно увеличивается в размерах, что может привести к выбросу стали и травмам.
Чушка

Всем хорошо известно выражение: «Грязный как чушка». Да, детей нередко сравнивают с поросятами, но в металлургии слово «чушка» обозначает небольшой слиток чугуна массой до 55 кг. Его используют в литейном производстве и в качестве вспомогательного сырья в сталеплавильных процессах. Чушки получают путем заливки в специальную форму, причем современные слитки имеют специальную волнообразную конструкцию, чтобы их было легко разбивать на более мелкие куски.

Чушковый чугун
Интересно происхождение слова «чушка». Вполне вероятно, название этого продукта связано с тем, что раньше слиток чугуна по форме напоминал поросенка. Сейчас такую продукцию получают путем разливки на современных конвейерных машинах, поэтому конструкция мульды (формы для литья) выбирается из соображений удобства дальнейшего использования.
Раньше процесс был гораздо более примитивным: возле доменной печи находилось песчаное поле (понятие «литейный двор» сохранилось и сейчас, но утратило первоначальный смысл), в котором перед каждым выпуском чугуна делали множество углублений. В итоге получались полукруглые слитки-чушки, напоминающие поросенка.

Современная машина для разливки чушек
У термина «чушка» есть и более глубокие корни. Наши предки не знали понятий «чугун» и «сталь», и выплавляли просто «железо». Одна из разновидностей процесса напоминала современную доменную плавку. В печь (домницу или штукофен) загружали руду, древесный уголь и другие компоненты, после чего получали тестообразный продукт — крицу. Ее ковали для удаления частиц шлака, чтобы осталось одно лишь низкоуглеродистое железо (аналог современной стали).
Постепенно потребность в железе росла — росли и объемы штукофенов. В определенный период габариты печей настолько увеличились, что в них стал образовываться жидкий чугун (железо с высоким содержанием углерода). Так как он не поддавался ковке, то его выбрасывали (выливали), называя «свиным», то есть непригодным железом. Возможно, именно это определение и легло в основу термина «чушка». Позже жидкий чугун стали использовать для изготовления пушечных ядер и даже гробов, а в XVIII веке научились перерабатывать в сталь.
Козел

В металлургии немало понятий, пришедших из мира животных, и «козёл» — не исключение. Это слово часто встречается в нашей жизни не только применительно к парнокопытным, но и в других сферах: гимнастический снаряд, карточная игра, приспособление для строительных работ и даже ругательство. Именно ругательство, вероятно, и стало прообразом для металлургического термина.
В металлургическом производстве «козёл» — это остаток металла в ковше или печи. После застывания его трудно извлечь, возможно, поэтому рабочие и дали этому явлению столь нелицеприятное название. Производным от этого слова является термин «закозлился», то есть застыл в металлургическом агрегате. Козел может образоваться в любом металлургическом агрегате при выплавке или транспортировке стали. Основная причина его появления — это авария или несоблюдение технологического процесса.

Козёл после извлечения из ковша
К примеру, козел формируется в шлаковой чаше при попадании в нее больших порций стали. Шлаково-стальная смесь приваривается к днищу, образуя массивный «блин», который затем выбивают или извлекают другим способом. Козел образуется в домне, мартене, электросталеплавильной печи или ковше при неправильной технологии плавки, аварийном выпуске металла или для того, чтобы спасти основное оборудование от повреждения. Такое происшествие считается у металлургов чрезвычайным. Такие случаи живописно описаны в книге Аркадия Орлова «Мастера Бихара» и в романе «Обретешь в бою» писателя и инженера-металлурга Владимира Попова.
Есть у металлургов и «полезный козел». Его сознательно оставляют в промежуточном ковше машины непрерывного литья заготовки (МНЛЗ). Если проводить аналогии с бытовыми явлениями, то этот прием можно сравнить распределением с кофе по чашкам: из кофейника выливают чистый напиток, а кофейную гущу оставляют внутри. Таки и в промежуточном ковше оставляют последние «грязные» порции стали и шлака, предотвращая их попадание в готовый продукт. Конечно, при этом теряется значительная масса металла, но зато заготовка получается качественной.
Королёк

Есть в металлургии и такое романтичное название — королёк. Все мы знаем эту певчую птичку с желтым или красным хохолком-короной. Именно она, легковесная, практически невесомая, и вдохновила сталеплавильщиков на заимствование. Корольком металлурги называют миниатюрное включение железа в объеме шлака.

Королек металла в шлаке
Сталеплавильный процесс — довольно бурное явление. В ходе получения стали расплав в кислородном конвертере или дуговой печи сильно бурлит. Металл интенсивно перемешивается со шлаком, что ускоряет удаление вредных примесей. После завершения плавки «ураган» затихает и шлак отделяется от металла. Он примерно в 2 раза легче стали, поэтому всплывает вверх, как пенка на кофе. Вместе с тем, часть капель металла не успевает отделиться от шлака и остается в нем в виде корольков. Конечно, это негативный процесс, поскольку в результате со шлаком теряется ощутимая часть железа, но металлурги учатся минимизировать отрицательный эффект этого явления.
Скворечник

Если уж речь зашла о птицах, то в металлургии можно найти и «скворечник». Это дефект, который образовался вследствие разрыва внутренней трещины в заготовке. Обычно внутренние трещины завариваются при горячей прокатке, но, когда «что-то пошло не так», трещина, наоборот, разворачивается в довольно большую полость. В результате в металле появляется пустота, достаточно вместительная даже для того, чтобы в ней свил гнездо скворец.
Скворечник на поперечном темплете заготовки
Формально, это дефект прокатного производства, но предпосылки для его образования закладываются еще на этапе разливки стали. Причиной образования скворечника является наличие внутренних трещин в заготовке, которые практически неизбежно появляются при затвердевании металла. После нагрева под прокатку и последующей пластической деформации в стали возникают настолько сильные напряжения, что трещина превращается в открытую полость, выходящую на поверхность. При этом за счет контакта с атмосферным кислородом металл внутри скворечника окисляется и уже не может свариться под воздействием пластической деформации.
Ласточкин хвост

Если присмотреться, то в металлургии можно обнаружить и ласточкин хвост. Это специальное приспособление, используемое в непрерывной разливке стали — основном способе получения твердой заготовки из жидкого металла. Попробуем разобраться, для чего же нужна затравка «ласточкин хвост».
Если не вдаваться в технологические подробности, то процесс непрерывной разливки выглядит следующим образом. На современных предприятиях разливка жидкой стали ведется в специальную бездонную форму — кристаллизатор. Это медная метровая труба квадратного, прямоугольного или круглого сечения, которая снаружи охлаждается водой. Внутрь кристаллизатора заливается жидкий металл, который сразу же начинает затвердевать у стенок, образуя твердую корку.
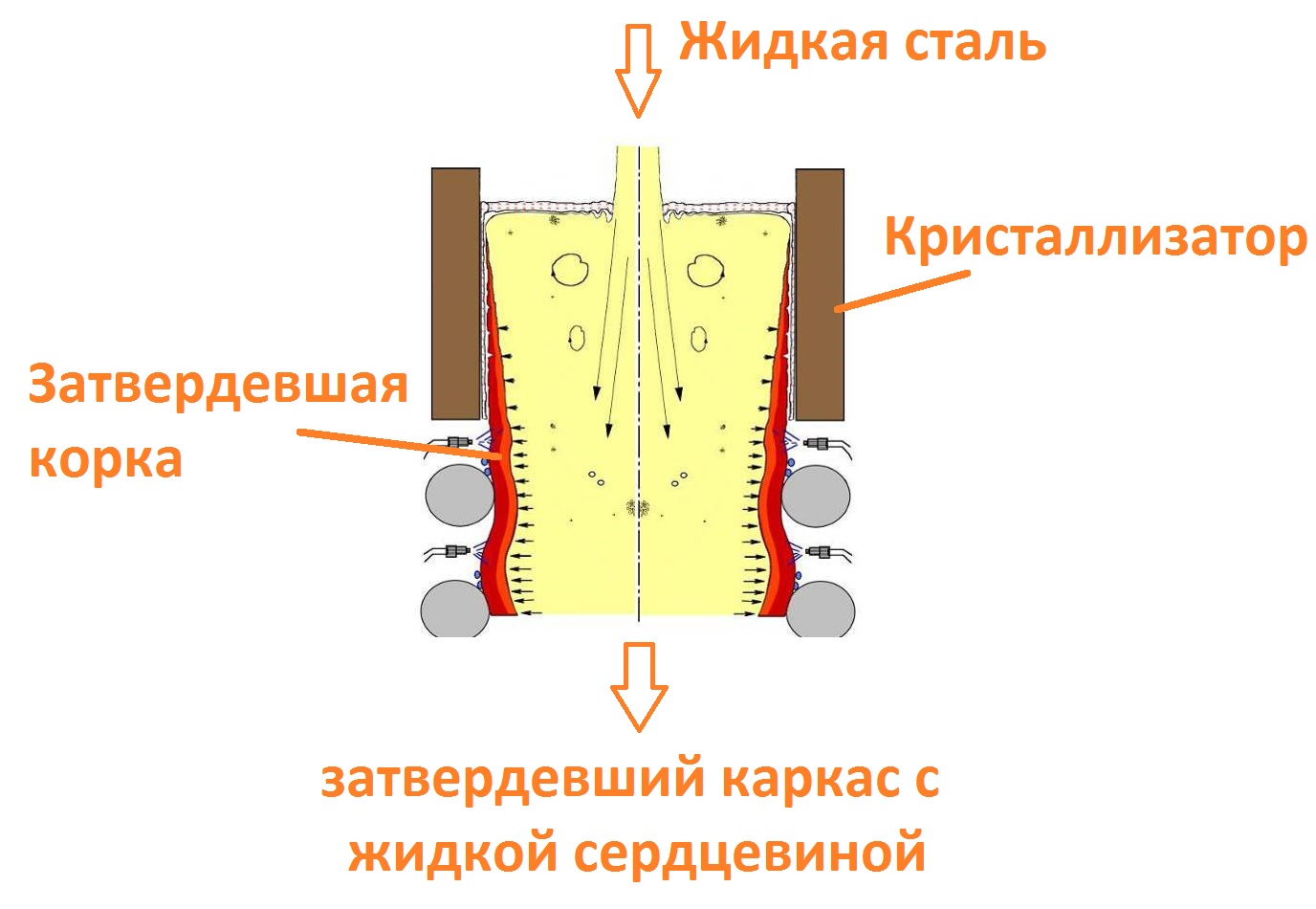
Затвердевание металла в кристаллизаторе
Одновременно с заливкой жидкой стали происходит вытягивание затвердевшего каркаса из кристаллизатора. Далее его интенсивно поливают водой, пока металл полностью не затвердеет. В результате формируется практически бесконечная заготовка, которую режут на мерные длины и отправляют прокатчикам.
Непрерывная разливкаможет длиться несколько суток, но в самом начале существует маленькая проблема. Если самые первые порции металла заливаются в бездонный кристаллизатор, то они просто выльются вниз, и никакого образования каркаса не произойдет. Для образования временного дна в кристаллизаторе нужно временное дно, например, затравка «ласточкин хвост». Металл заливается в полость затравки и надежно схватывается с нею, после чего начинается вытягивание заготовки и процесс стартует в стабильном режиме.
Собачья кость

«Собачья кость» — это тип заготовки, которую получают при непрерывной разливке стали. В дальнейшем ее используют для изготовления двутавровой балки или рельсов. Максимальное приближение заготовки к форме конечного изделия позволяет снизить количество технологических операций при прокатке стали и, соответственно, снизить себестоимость конечной продукции.
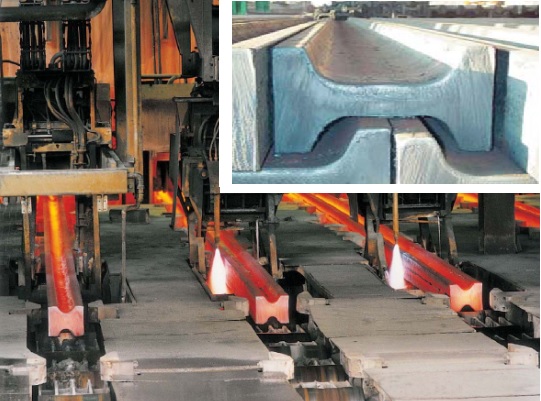
Процесс производства (основное фото) и внешний вид заготовки «собачья кость» (фото-вставка)
Для получения «собачьей кости» необходим необычный кристаллизатор, форма которого отличается от традиционного квадрата или прямоугольника. Его форма максимально приближена к форме конечного продукта, поэтому прокатчикам требуется меньше «проходов», чтобы изготовить из такой заготовки готовую балку. Вместе с тем, сложная геометрияа полупродукта диктует свои сложности: например, заливка металла в кристаллизатор ведется двумя струями. Представьте себе, что чай в вашу чашку наливается из чайника с двумя носиками. Даже в бытовых условиях это непросто, а при работе с горячим металлом требует ювелирной точности и мастерства. Проблемы возникают при охлаждении металла, его порезке на мерные длины и других операциях.
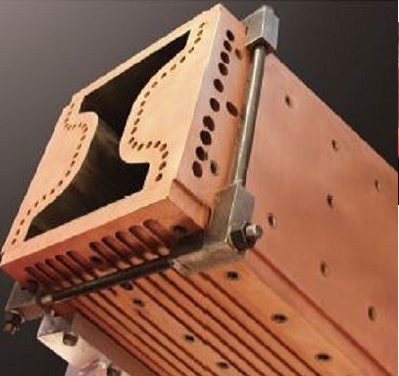
Кристаллизатор для разливки «собачьей кости»
Разливка «собачьей» кости сложна, но дает свои плоды: при производстве заготовки и горячекатаной балки по такой технологии требуется на 55% меньше энергии и существенно повышается производительность оборудования (от 15%). К примеру, при традиционной прокатке балки из прямоугольного блюма требуется около 16 проходов, из которых 10 приходится на формирование готового профиля. При использовании «собачьей кости» количество проходов сокращается до шести.
Ручей

Ручей — еще один термин из непрерывной разливки стали. Это одна бесконечная заготовка, которую получают на машине непрерывного литья заготовки (сокращенно - МНЛЗ). Для повышения производительности МНЛЗ адаптированы под одновременную разливку сразу нескольких заготовок, количество которых может доходить до 7-8 (соответственно, увеличивается и количество кристаллизаторов). Такой подход требует особых методов и оборудования, но оправдывает себя, так как позволяет разливать одну плавку в несколько раз быстрее, чем через один ручей.
По сути, каждый ручей — это одна линия непрерывного литья заготовки, которая комплектуется собственной системой охлаждения, поддержки, вытягивания и порезки металла. Вместе с тем, за счет совмещения нескольких ручьев в одной МНЛЗ достигается значительная экономия ресурсов и площадей, ведь некоторые операции «делятся на всех» (есть у металлургов и одноручьевые МНЛЗ, но они используются очень редко). В качестве аналогии можно привести автомобиль на четверых пассажиров: у каждого свое сиденье, система безопасности, даже «собственное» окно, но двигатель, корпус и другие системы — общие. Естественно, дешевле иметь одну машину на пятерых, чем пять отдельных маленьких машин.
Пятиручьевая МНЛЗ
Многоручьевая система разливки не только выгодна экономически, но и полезна с точки зрения практики. К примеру, в определенный период на МНЛЗ могут работать не все ручьи, а только пять из шести или два из трех. Также и автомобиль может вести не четверых, а двоих пассажиров или даже одного водителя. Все определяется только экономической и организационной целесообразностью.
Болото

Еще один «водный» термин в сталеплавильном производстве. Болото — это остаток металла в дуговой сталеплавильной печи (ДСП), специально оставленный после предыдущей плавки. В настоящее время этот технологический прием применяется на большинстве современных печей мира и считается золотым стандартом при выплавке стали.
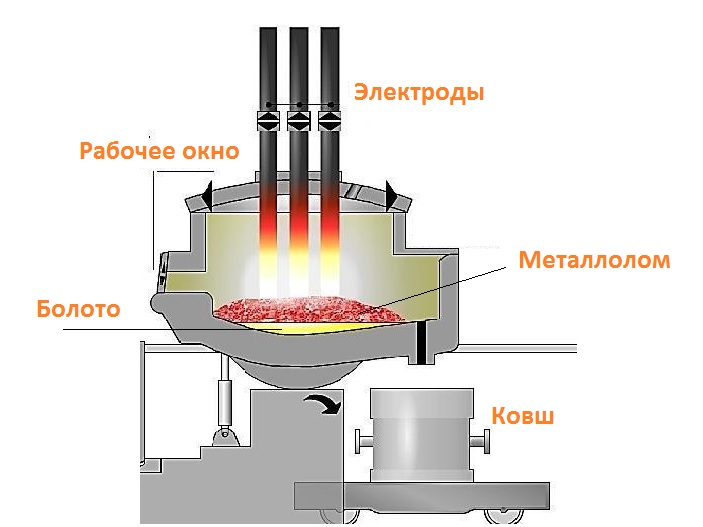
Схема печи при работе на болоте
При работе на болоте сталеплавильщики поступают следующим образом. После завершения плавки через отверстие в донной части печи выпускается не весь металл, а только 85-90%. Остальная сталь, нагретая до температуры около 1650°С, остается в печи. Далее на болото загружается металлический лом, который сразу же начинает нагреваться за счет высокой температуры болота. Это позволяет сократить время плавки и положительно влияет на технико-экономические параметры электросталеплавильного процесса.
Юбка

Юбка — это часть оборудования кислородного конвертера, которая размещается непосредственно над его горловиной и служит для герметизации стыка между этим сталеплавильным агрегатом и находящимся выше газоотводящим трактом.

Конвертер (основное фото) и юбка (фото-вставка)
Как это работает? Кислородный конвертер представляет собой «горшок», в котором «варится» сталь. Большую часть времени он находится в вертикальном положении (см. рисунок, поз. 2). Корпус конвертера вращается вокруг горизонтальной оси, чтобы выполнять загрузку и обслуживание агрегата в междуплавочные периоды (поз. 1), а также осуществлять выпуск готового продукта в ковш (поз. 4) и шлака в шлаковоз (поз. 3). В процессе плавки в металл подается большое количество кислорода, а из него выделяется углекислый и угарный газ с пылью. Чтобы эта смесь не попала в цех, над конвертером находится система газоочистки (ОКГ) и юбка обеспечивает «герметичность» между верхней кромкой конвертера и ОКГ.
Голенище

Голенище — это дефект, который представляет собой втянутость головной (верхней) части слитка кипящей стали. Он образуется при разливке стали в изложницы — чугунные формы, которые вмещают до 20 тонн металла. Такие формы не имеют дна и стоят на чугунных платформах.

Разливка в изложницы, стоящие на железнодорожной платформе
В некоторых случаях после заполнения может произойти прорыв металла под изложницей. При этом общий уровень стали в форме опускается, а успевшая затвердеть корка остается, формируя дефект, похожий на голенище сапога. Также голенище может образовываться и при нарушении технологии производства кипящей стали.
Раздевание

В отличие от уже упомянутой непрерывной разливки, разливка в изложницы не столь производительна и уже практически не применяется в массовой металлургии. Такой способ все еще остается важным при производстве кузнечных слитков, используемых в дальнейшем изготовлении поковок. При этом одной из основных технологических операций является раздевание или стрипперование (от английского слова strip — «раздевание»).
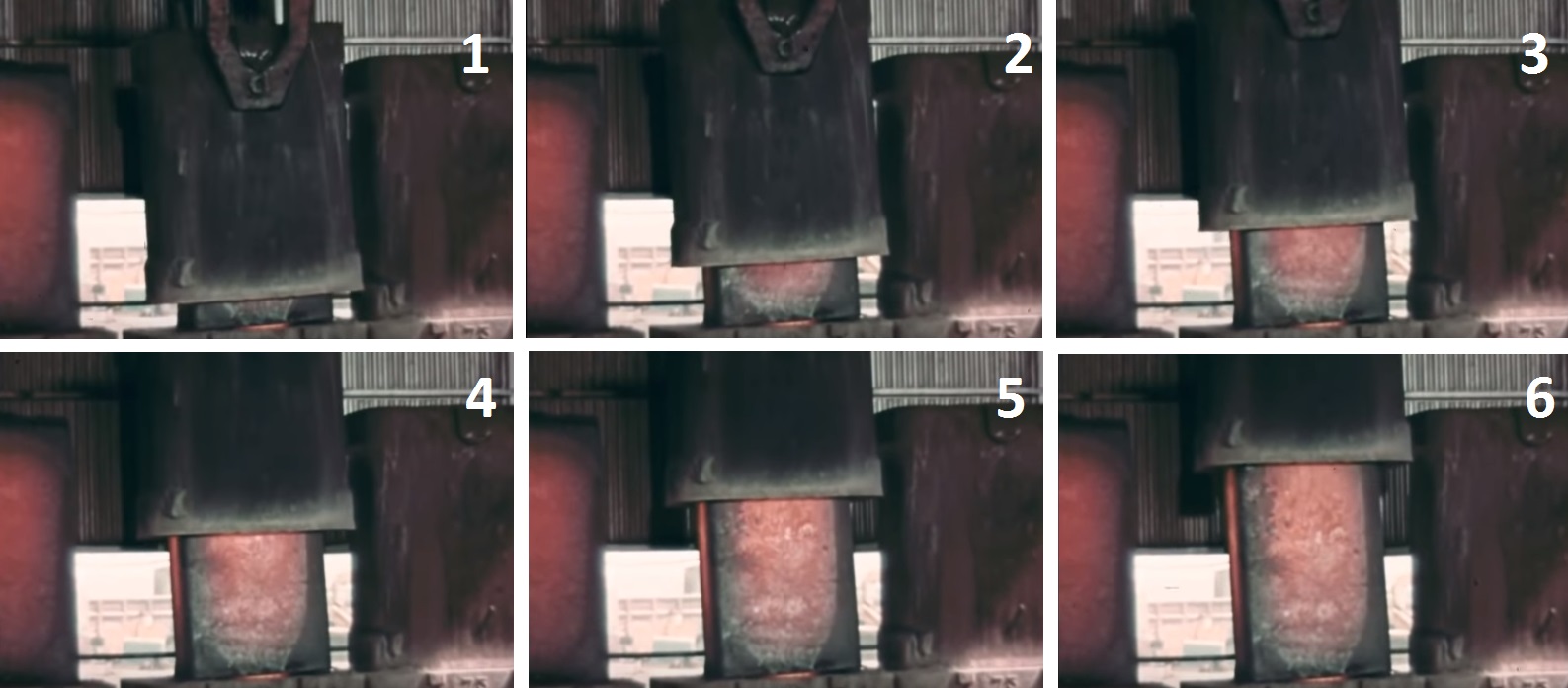
По-кадровое снятие изложницы со слитка
Сущность этой технологической операции состоит в снятии изложницы со слитка. Для этого используется специальный кран с захватами, который отрывает форму от стали и таким образом раздевает горячие слитки. В дальнейшем их направляют в прокатное производство, где сначала нагревают в нагревательных колодцах до температур горячей прокатки, затем отрезают головную и донную часть и катают на заготовку, обрабатывают ковкой или другим способом.
Вот и завершился наш рассказ о необычных терминах в металлургии. Мы с вами узнали, что привычные нам слова в стенах сталеплавильного цеха могут «звучать» совершенно по-иному. За этим «звучанием» иногда стоит простой случай, но чаще всего термины рождало неординарное мышление предыдущих поколений металлургов, которые сумели по-особому взглянуть на окружающий мир. Это та самая «мудрость веков», благодаря которой человек стал тем, кем он является сейчас.